テクノロジー
技術レポート:アーカイブ
Category:カーエレクトロニクス
車載ヘッドライト用LEDドライバ開発における
手戻りと欠陥流出の抑制~モデルベース開発の導入~
近年、三菱電機(株)姫路製作所では、製品のISO26262(注1)への適用と電動化事業、電動パワーステアリング事業でカーメーカーからAutomotiveSPICEの認証取得を要求されている。当部もこれに対応していくために、2015年度からAutomotiveSPICEのプロセスモデルを適用し、標準プロセスの構築に取り組み、2016年度には、標準プロセスの部内への水平展開を完遂させた。本稿では、標準プロセスの構築と部内への水平展開の取り組みについて紹介する。
参考情報:
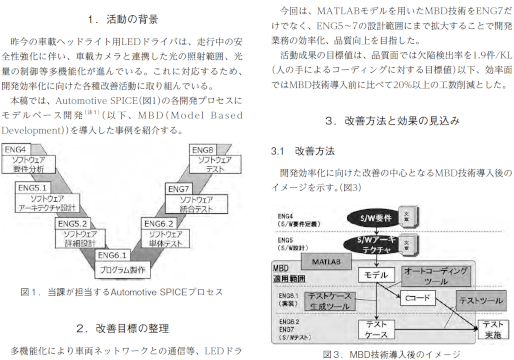
車載ヘッドライト用LEDドライバ開発における手戻りと欠陥流出の抑制 ~モデルベース開発導入~ 1.活動の背景 昨今の車載ヘッドライト用LEDドライバは、走行中の安全性強化に伴い、車載カメラと連携した光の照射範囲、光量の制御等多機能化が進んでいる。これに対応するため、開発効率化に向けた各種改善活動に取り組んでいる。本稿では、Automotive SPICE(図1)の各開発プロセスにモデルベース開発( 注1 )( 以下、M B D( M o d e l B a s e dDevelopment))を導入した事例を紹介する。 2.改善目標の整理 多機能化により車両ネットワークとの通信等、LEDドライバへの入出力信号は増加しており、総数は1,000個を超えている。これらを全てパラメータとして取扱う動的テスト(ENG7)では、テスト設計に多大な工数を要していた。そのため、シミュレーションツールであるM A T L A B 、Simulink、Stateflow(以下MATLABモデルという)を導入することで、テスト設計及び実施を効率化した。(図2)今回は、MATLABモデルを用いたMBD技術をENG7だけでなく、ENG5~7の設計範囲にまで拡大することで開発業務の効率化、品質向上を目指した。活動成果の目標値は、品質面では欠陥検出率を1.9件/KL(人の手によるコーディングに対する目標値)以下、効率面ではMBD技術導入前に比べて20%以上の工数削減とした。3.改善方法と効果の見込み3.1 改善方法開発効率化に向けた改善の中心となるMBD技術導入後のイメージを示す。(図3)MBD技術を導入したENG5~7のプロセスの詳細を以下(1)~(3)に示す。(1)ENG5(ソフトウェアアーキテクチャ設計及び詳細設計)自然言語で作成されたENG5のソフトウェアアーキテクチャ設計書に基づき、MATLABモデルを「動く」仕様書として作成する。ENG5の段階で、MATLABモデルのシミュレーションを繰り返し実施することで、早期に仕様の妥当性を確認することが可能である。(2)ENG6.1(プログラム製作)プログラム製作は、ENG5の「動く」仕様書(MATLABモデル)からオートコーディングツールを用いて自動で行う。車載ヘッドライト用LEDドライバ開発における手戻りと欠陥流出の抑制 ~モデルベース開発導入~三田事業所 技術第2部 技術第2課米岡 義仁改善活動図1.当課が担当するAutomotive SPICEプロセス図2.ENG7テストケースを自動生成(注1)CAE(Computer Aided Engineering)ツールによる事前評価を用いた開発の総称。図3.MBD技術導入後のイメージ85車載ヘッドライト用LEDドライバ開発における手戻りと欠陥流出の抑制 ~モデルベース開発導入~(3)ENG6.2(ソフトウェア単体テスト)及び、ENG7(ソフトウェア統合テスト)テストケースをENG5の「動く」仕様書(MATLABモデル)から、テストケース生成ツールを用いて自動生成する。生成されたテストケースは、テストツールを用いた自動テストに使用する。3.2 効果の見込みENG5では、MATLABモデルの作成、シミュレーションの実施で作業量の増加が想定される。しかし、全体で得られる効果と、品質向上による手戻り防止効果により、トータルでは効率化に繋がると考え着手した。(表1)表1.各プロセスに見込まれる効果プロセス作業品質(1)ENG5 ×:増加○:向上(2)ENG6.1 ○:減少○:向上(3)ENG6.2 ○:減少○:向上(4)ENG7 ○:減少○:向上4.成果、効果の確認4.1 品質MBD技術を用いた範囲について結果を計測した。品質面ではテスト工程での欠陥数は0となり、欠陥検出率1.9件/KL以下を達成できた。これは、早い段階(ENG5)でのシミュレーション実施により仕様の妥当性を確認できたことで、品質を確保することができた。4.2 作業効率効率面では、MBD技術導入前に対してENG5~7全体で約166時間、61%の工数削減(図4)となり、目標である20%以上の工数削減を達成した。プロセス別に確認すると3.2節で想定したとおり、ENG5の工数がMBD技術導入前に比べて増加(135%)した。ENG6.1以降は、ENG5の段階で「動く」仕様書としてMATLABモデルを作ることで、工程を自動化できるため90%程度の工数削減を達成した。5.今後の展開と課題今回は、LEDドライバの一部機能(ソフトウェア全ライン数の数%)へのMBD技術適用であったが、工数、品質ともに効果をあげることが出来た。今後はMBD技術を適用する機能の拡大を行い、開発全体の効率化を進めていく。今後の課題としては、MBD技術適用機能の拡大に伴い、MBD技術を持ったエンジニアの育成が必要であり、本活動で得た技術を展開、共有していく。図4.作業工数の計測結果執筆者紹介米岡 義仁 コメオカ ヨシヒト2012年入社。主に車載ヘッドライト用LEDドライバのソフトウェア開発に従事。現在、三田事業所 技術第2部 技術第2課所属。