テクノロジー
技術レポート:アーカイブ
Category:FAソフトウェア開発
三次元レーザ加工機の新素材加工に対応した
CAD/CAMソフトCamMagicTL-Ⅱのデジタルツイン技術開発
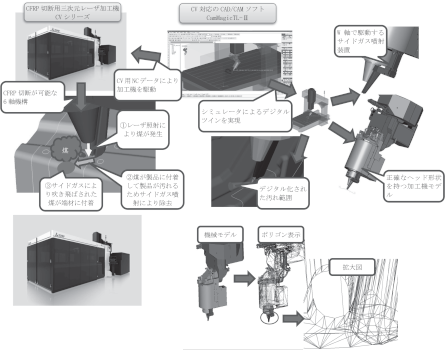
三菱電機(株)が開発したCFRP切断用三次元レーザ加工機CVシリーズ(以下CV)は、特殊な機構により従来は困難とされていたCFRPの切断を可能にした三次元レーザ加工機である。CFRP(Carbon
Fiber Reinforced
Plastic)は炭素繊維強化プラスティックという素材で、硬くて軽いという特性を持ち、航空機器や自動車部品などへの需要が高まってきている。しかし、金属素材とは異なる繊維素材であるため高品質に切断することができず、切断する時に発生する煤(すす)が製品に付着する問題があった。CVは高出力パルス発振器によるCFRPの高品質な切断を可能にし、レーザ照射先端にサイドガス噴射装置を装着し、煤を端材側に噴射することで製品の煤汚れを防ぐ機構を備えている。サイドガス噴射方向を制御するための駆動軸(W軸)も装備している。CamMagicTL-Ⅱ(以下TL)は三次元レーザ加工機を駆動するためのNCプログラムをCADモデルから効率よく生成できるため、多くの三次元レーザ加工機ユーザに利用されている。新開発のCVも立体形状のCFRP材を切断するためにTLが必要となる。TLはパソコン上にワーク(加工対象物)をデジタル化した三次元モデル(ワークモデル)と三次元レーザ加工機情報をデジタル化した加工機モデルを持ち、加工経路の生成、治具の作成、衝突検知シミュレータ等の機能を備えている。それらの機能にCVの特徴であるW軸を制御するための以下の対応を行った。
(1)W軸制御処理
製品に煤汚れが付着しないための噴射方向やサイドガス噴射装置と加工対象物との自動衝突回避によるW軸の値を算出。
(2)シミュレーションによるデジタルツインの促進
機械モデルにW軸で駆動するサイドガス噴射装置を加えた衝突検知機能やサイドガス噴射による汚れ範囲をデジタル化することによる製品の汚れ予測、さらにはCV設計時に用いたCADデータを基にした正確なヘッド形状を持つ加工機モデルを備え、それらをアニメーションで表現し、仮想空間での正確なシミュレーションによるデジタルツインを実現。本稿では、このCVシリーズに対応したTLのCAM新技術を紹介する。
参考情報:
- この技術レポートは、当社が展開するFA・産業メカトロニクス事業のFAソフトウェア開発ソリューションに係る技術について著述されたものです。
- FAソフトウェア開発ソリューションは、名古屋事業所が提供しています。
三次元レーザ加工機の新素材加工に対応したCAD/CAM ソフトCamMagicTL- Ⅱのデジタルツイン技術開発 名古屋事業所 製造ソリューションシステム統括部 CAM・ソリューション部 設計課 ・藤城 伸司 要 旨 三菱電機(株)が開発したCFRP 切断用三次元レーザ加工機CV シリーズ(以下CV)は,特殊な機構により従来は困難とされていたCFRP の切断を可能にした三次元レーザ加工機である。CFRP(Carbon FiberReinforced Plastic)は炭素繊維強化プラスティックという素材で,硬くて軽いという特性を持ち,航空機器や自動車部品などへの需要が高まってきている。しかし,金属素材とは異なる繊維素材であるため高品質に切断することができず,切断する時に発生する煤(すす)が製品に付着する問題があった。CV は高出力パルス発振器によるCFRP の高品質な切断を可能にし,レーザ照射先端にサイドガス噴射装置を装着し,煤を端材側に噴射することで製品の煤汚れを防ぐ機構を備えている。サイドガス噴射方向を制御するための駆動軸(W 軸)も装備している。CamMagicTL- Ⅱ(以下TL)は三次元レーザ加工機を駆動するためのNC プログラムをCAD モデルから効率よく生成できるため,多くの三次元レーザ加工機ユーザに利用されている。新開発のCV も立体形状のCFRP材を切断するためにTL が必要となる。TL はパソコン上にワーク(加工対象物)をデジタル化した三次元モデル(ワークモデル)と三次元レーザ加工機情報をデジタル化した加工機モデルを持ち,加工経路の生成,治具の作成,衝突検知シミュレータ等の機能を備えている。それらの機能にCV の特徴であるW 軸を制御するための以下の対応を行った。(1) W 軸制御処理製品に煤汚れが付着しないための噴射方向やサイドガス噴射装置と加工対象物との自動衝突回避によるW軸の値を算出。(2) シミュレーションによるデジタルツインの促進機械モデルにW 軸で駆動するサイドガス噴射装置を加えた衝突検知機能やサイドガス噴射による汚れ範囲をデジタル化することによる製品の汚れ予測,さらにはCV 設計時に用いたCAD データを基にした正確なヘッド形状を持つ加工機モデルを備え,それらをアニメーションで表現し,仮想空間での正確なシミュレーションによるデジタルツインを実現。本稿では,このCV シリーズに対応したTL のCAM新技術を紹介する。 1.まえがき(レーザ加工の概要) レーザ加工機は平板状の材料に対応した二次元レーザ加工機と,立体形状の切断にも対応可能な三次元レーザ加工がある。二次元レーザ加工機,三次元レーザ加工機ともに一般的には数十mm 程度までの主に金属素材の切断に利用される。しかし軽量・高強度な材料として注目されているCFRP(Carbon Fiber Reinforced Plastic)の切断に対して従来のレーザ加工機では次のような課題があった。・ CFRP 材に含まれる炭素繊維と樹脂では熱物性が異なり,熱で加工するレーザ切断に不向き・ 切断時の高温な材料蒸気や粉塵の発生,材料への熱影響による加工品質の低下三菱電機(株)は,これらの課題を解決したCFRP 切断用三次元レーザ加工機CV シリーズ(以下CV,図1. 1)を発売した。このCV の開発において,CFRP 切断を可能にするために搭載した新制御に対応するために,加工機開発と同時にCAM 機能も連携して開発を行った。本稿では,CV の機能と,それに連携して開発したCAM技術について紹介する。図1.1 CV シリーズ(CV リーフレットより引用)1.1 CFRP 切断用レーザ加工機の特徴CFRP とは炭素繊維強化プラスティックという素材で,鉄やアルミ等の金属素材と比較すると硬くて軽いという特長がある。自動車の電動化や航空業界への適用によりCFRP の使用量は2025 年には2.5 倍,2035 年には10 倍と大きく増加する見込みである (出展:富士経済炭素繊維複合材料関連技術・用途市場の展望2020)。しかし,繊維素材のため従来のレーザ加工機では高品質な切断ができなかった。また加工時に煤が発生するため製品に汚れが付着するという問題があった。CV は独自の高出力パルス発振によりCFRP の高品質な切断を可能にした。また,図1.2のようなレーザ照射先端位置に横方向(レーザ照射方向に対し垂直な方向)にガスを噴射する装置(サイドガス噴射装置)を装着している。この装置を用いて発生した煤を端材側に噴射することで,煤を吹き飛ばし製品への汚れ付着を防止する。図1.2 サイドガス噴射による煤の除去そのためには,切断する形状に応じて,ガスの噴射方向を変更する必要があり,CV では従来の5軸にサイドガス噴射方向の制御軸(W 軸)を追加した6軸(XYZCAW)による制御機構を保有したレーザ加工機となっている(図1.3)。図1.3 CV シリーズの軸説明1.2 オフラインティーチングの役割りオフラインティーチングソフトであるCamMagicTL- Ⅱ(以下TL)は,パソコン上に,ワーク(加工対象物)と三次元レーザ加工機をデジタル化した三次元のワークモデルと加工機モデルを持ち,これらを元に加工機を動作させるNC データを生成するソフトウェアである(図1.4)。図1.4 CamMagicTL- Ⅱ48TL は主に以下の機能を保有している。1) 自動衝突回避が可能な経路生成機能2) 経路編集機能3) 衝突検知シミュレータ機能(図1.5)4) NC データ生成機能5) 治具作成機能(図1.6)本製品をCV に対応するためTL への機能追加開発を行った。主な開発内容は煤の付着を防止するサイドガスの噴射方向をW 軸で制御する処理を,上記1)〜4)の既存機能に組み入れることである。図1.5 衝突検知シミュレータ図1.6 治具作成機能にて作成された治具2.サイドガス噴射方向(W 軸)の制御処理CV にてCFRP 素材を加工するためのNC データを生成する際,TL では以下の計算を行いサイドガス噴射方向(以下W 軸)の値を決定している。1) 高さ調節センサの向き制御2) サイドガス噴射方向の制御3) サイドガス噴射による汚れ許容長さの計算4) ワークとの衝突を自動回避5) 逆マトリクスを用いたW 軸計算それぞれについて次節で説明する。2.1 高さ調節センサの向き制御(1)CV 機能CV には,高さ調節センサにより加工時のレーザ焦点距離を適切に保持するハイト制御機構が備わっている。CFRP から発生する煤の汚れがセンサに付着しないように,CV は高さ調節センサがサイドガス噴射装置の真下に設置されている。サイドガス噴射装置はW 軸によりレーザ光の周りを回転しセンサ位置の方向を変更することができる。(2)TL 機能高さ調節センサをレーザ照射部の進行方向側に位置する様に,照射位置と照射姿勢に加えW 軸姿勢を計算し,NC データを生成する(図2.1)。図2.1 CV のハイトセンサ2.2 サイドガス噴射方向の制御CFRP を加工した時に生ずる煤が製品に付着しないよう,サイドガスにより端材側に煤を吹き飛ばす必要がある。そのためにTL は加工線に対しどちらが製品でどちらが端材かを判断する必要がある。図2.2のように閉曲線の加工線同士の包含関係の演算から,製品側/端材側を適切に判定することができる。図2.2 製品と端材の認識49通常は端材側にサイドガスを噴射するが,形状によっては噴射した先にある製品を汚してしまうことがある。このようなケースでは,W 軸を制御し噴射方向を回転させることで製品を汚さない噴射姿勢を算出する(図2.3)。図2.3 製品を汚さない噴射角度の算出2.3 サイドガス噴射による汚れ許容長さの計算加工形状によっては,噴射方向をどのように変更しても製品を汚してしまう事がある。そのような時はサイドガス噴射の勢いを弱める制御を行う。具体的にはTL にて,サイドガスの噴射で製品を汚さない最大噴射長を計算しNC データに付加情報として出力する。CV はその長さを受けとりサイドガス噴射の勢いを調節する。このようにTL とCV との連携により高品質な経路生成を実現している(図2.4)。図2.4 製品を汚さない最大噴射長の計算2.4 ワークとの衝突を自動回避前述の通りW 軸の位置を決定するが,その状態ではサイドガス噴射装置とワークが衝突して加工ができない場合がある。そのような場合は,W 軸を回転しサイドガス噴射装置の向きを変える事で衝突を回避する。TL は衝突の発生を検知し自動で回避することができる(図2.5)。図2.5 W 軸を回転した衝突回避2.5 逆マトリクスを用いたW 軸計算任意の姿勢において指定した方向にサイドガスを噴射させるためのW 軸角度の計算方法について紹介する。ワークを加工するための最適なヘッド姿勢はレーザ光が加工面に垂直に照射される状態である。その方向にヘッドが傾く様にC 軸とA 軸を演算する。演算されたC 軸とA 軸から指定した方向にサイドガス噴射を行うためのW 軸角度を計算することが必要となる。図形工学の分野において任意の点を射影する方法として一般的に4×4の射影マトリクスを用いる。C 軸とA軸,および照射位置のXYZ 軸(XYZ 位置)が決まると,5軸ヘッドをその姿勢に射影するマトリクスが一意に決まる。図2.6 ヘッドの姿勢を決定する射影マトリクス図2.6のように射影マトリクスは,A 回転軸を中心に回転するマトリクス,C 回転軸を中心に回転するマトリクス及びXYZ の位置を移動するマトリクスを乗じたマトリクスとなる。基準姿勢のヘッドに対しこの射影マトリクスを乗じる事で,加工姿勢のヘッドを求めることができる。また,射影マトリクスから逆マトリクスを算出することで,加工姿勢ヘッドから基準姿勢ヘッドに戻50すことも可能となる。この逆マトリクスを,加工姿勢におけるサイドガス噴射方向に乗じて求まった方向と,基準姿勢におけるW= 0のサイドガス噴射方向とのずれ角がW 軸の値となる(図2.7)。図2.7 逆マトリクスによるW 軸算出逆マトリクスの公式は以下の通りである。M -1= ×1det(M )M -1 : マトリクスM の逆マトリクス: マトリクスM の余因マトリクスdet(M ) : マトリクスM の行列式3.シミュレーションによるデジタルツイン促進TL は作成した経路に対し,加工機モデルとワークモデルとの衝突検知を行うシミュレータ機能を搭載している。従来の機械モデルにW 軸にて駆動するサイドガス噴射装置を加えた衝突検知やサイドガスの噴射で汚れる範囲をデジタル化することによる製品の汚れ予測,さらにはCV の設計時に用いたCAD 情報を取込んだ正確なヘッド形状を持つ加工機モデルを備える事で,仮想空間での正確なシミュレーションによるデジタルツインを実現している。実際に機械を駆動した時の衝突や加工し終わった後に発見される汚れなどをTL 上で事前に予測し,回避ができるため,お客様に安全・安心な加工経路を提供できる(図3.1)。図3.1 シミュレーションでのデジタルツインの実現3.1 加工機モデルとワークモデルとの衝突検知加工機モデルとワークモデルはいずれも三角形の集合で構成されているポリゴンモデルである。衝突検知はこれらの三角形同士の交差計算を行い,交差があれば衝突と判断する。機械モデルはCAD データを元に生成した正確なポリゴンモデルであるため約4万個の三角形から構成されてる(図3.2)。シミュレーションは機械をアニメーション表示させながら衝突を検知するため4万個の三角形の交差計算を瞬時に行う必要がある。その計算を実現するために,あらかじめ三角形を格子状に分割した空間に配分することで演算回数を削減し高速な演算を実現している。図3.2 ポリゴンモデル3.2 汚れ範囲のデジタル化による汚れ予測加工時に発生する煤を除去するためサイドガスを噴射するが,ガス噴射方向に煤汚れが付着する。汚れが製品に付着しないよう端材側に向けて噴射するよう経路を生成する。ワーク形状によっては煤が製品に付着してしまうことがある。この状況を予測する技術について紹介する。51サイドガスにて噴射された煤汚れは放射上に広がるためその範囲は円錐形状で近似でき,近似したサイドガスモデルをデジタル化して保持する(図3.3)。図3.3 汚れ範囲を示すサイドガスモデルサイドガスモデルと加工線との衝突検知を行う事で汚れ予測を行う。図のようにサイドガスモデルと加工線とが干渉している個所にて製品への汚れが生じていることが予測できる(図3.4)。図3.4 サイドガスモデルによる汚れ予測シミュレーションに用いている衝突検知や汚れ予測の技術は,2章で説明したW 軸の決定処理(製品を汚さない噴射方向の算出や衝突回避制御)にも用いられている。4.むすび三菱電機(株)が開発したCV シリーズは,CFRP 素材のプレス成型品を切断できるレーザ加工機であり,TLはその加工機に対応した唯一のオフラインティーチングソフトである。CFRP の需要が高まりつつある状況の中,CV やTL の必要性も大きく期待できる分野である。その反面,新規市場のため,多くのご要望をいただく可能性もある。今後は,それらの市場ニーズに的確に対応し,レーザ加工機との連携を強化したシステム作りに尽力したい。最後に,執筆にあたりご協力いただいた三菱電機レーザ製造部関係者の皆様に感謝申し上げる。執筆者紹介藤城 伸司1989年入社 CAD/CAMシステムの開発に従事。現在,CAM・ソリューション部 設計課 グループリーダー